Single-Screw Plastic Pelletizing System
The plastic recycling pelletizing system is used in recycling plants for processing both soft and rigid plastic wastes. It handles crushed flakes and shredded materials smoothly, bringing plastic through melting and pelletizing in one continuous process. This plastic recycling line is commonly used for PE, PP, ABS, PS, PA, and PC, including regrind and plastic flakes. The finished output is uniform plastic pellets, which can be reused as raw material for film blowing, injection molding, and pipe extrusion in downstream plastic manufacturing processes.
-
 PP rigid waste plastic
PP rigid waste plastic -
 PE rigid waste plastic
PE rigid waste plastic -
 PS rigid waste plastic
PS rigid waste plastic -
 ABS scraps
ABS scraps -
 PA rigid waste plastic
PA rigid waste plastic -
 PC rigid waste plastic
PC rigid waste plastic -
 PP woven bag
PP woven bag -
 LDPE film
LDPE film -
 PE greenhouse film
PE greenhouse film -
 PP bulk bag
PP bulk bag -
 PP woven bag (mixed color)
PP woven bag (mixed color) -
 PE agricultural mulch film
PE agricultural mulch film

- High-cost efficiency as one extruder completes the full extrusion and pelletizing process. The system has a compact footprint and is suitable for plants with limited space.
- Moisture and trapped air are released during extrusion through a single vent on the screw. The pellets come out solid and compact without visible pores.
| Model | Screw Diameter (mm) | Screw Length (mm) | Power (kW) | Output Capacity (kg/h) |
| Ø110 | 2600 | 37 | 150-200 | |
| Ø120 | 3000 | 45 | 200-250 | |
| Ø130 | 3200 | 55 | 250-300 | |
| Ø140 | 4000 | 75 | 300-350 | |
| Ø150 | 4200 | 90 | 350-400 | |
| Ø160 | 4500 | 110 | 400-500 | |
| Ø180 | 5200 | 160 | 500-700 | |
| Ø200 | 6000 | 250 | 700-800 |


- Improved melting and plasticizing.
- The screw design includes two venting sections, which results in higher efficiency for larger-throughput production.
- The system can handle a broad range of plastics, including PE, PP, PA, PS, PC, and ABS.
| Model | Screw Diameter (mm) | Screw Length (mm) | Power (kW) | Output Capacity (kg/h) |
| Ø110 | 2600 | 37 | 200-250 | |
| Ø110 | 1100 | 11 | ||
| Ø120 | 3000 | 45 | 250-300 | |
| Ø120 | 1200 | 15 | ||
| Ø130 | 3200 | 55 | 300-350 | |
| Ø130 | 1300 | 18.5 | ||
| Ø140 | 4000 | 75 | 350-400 | |
| Ø140 | 1400 | 30 | ||
| Ø150 | 4200 | 90 | 400-500 | |
| Ø150 | 1500 | 37 | ||
| Ø160 | 4500 | 110 | 500-600 | |
| Ø160 | 1600 | 37 | ||
| Ø180 | 5200 | 160 | 700-900 | |
| Ø180 | 2000 | 45 | ||
| Ø200 | 6000 | 250 | 900-1000 | |
| Ø200 | 2600 | 75 |


In addition to the advantages of single-stage and double-stage systems, the triple stage palletizer is used for tighter control over pellet quality. It is mainly used in plastic film and other soft-material processing.
| Model | Screw Diameter (mm) | Screw Length (mm) | Power (kW) | Output Capacity (kg/h) |
| Ø110 | 2600 | 37 | 200-250 | |
| Ø110 | 1100 | 11 | ||
| Ø110 | 1100 | 11 | ||
| Ø120 | 3000 | 45 | 300-350 | |
| Ø120 | 1200 | 15 | ||
| Ø120 | 1200 | 15 | ||
| Ø130 | 3200 | 55 | 350-400 | |
| Ø130 | 1300 | 18.5 | ||
| Ø130 | 1300 | 18.5 | ||
| Ø140 | 4000 | 75 | 400-450 | |
| Ø140 | 1400 | 30 | ||
| Ø140 | 1400 | 30 | ||
| Ø150 | 4200 | 90 | 450-500 | |
| Ø150 | 1500 | 37 | ||
| Ø150 | 1500 | 37 | ||
| Ø160 | 4500 | 110 | 500-600 | |
| Ø160 | 1600 | 37 | ||
| Ø160 | 1600 | 37 | ||
| Ø180 | 5200 | 160 | 700-900 | |
| Ø180 | 2000 | 45 | ||
| Ø180 | 2000 | 45 | ||
| Ø200 | 6000 | 250 | 900-1000 | |
| Ø200 | 2600 | 75 | ||
| Ø200 | 2600 | 75 |
Material Feeding & Conveying
After crushing and washing, the material is transferred to the extruder by a conveyor belt. Once it enters the screw, compression and melting begin. Moisture and trapped gases are released along the way. The melt is passed through the filtration system before pelletizing. Feeding speed is adjusted based on how the line is actually running, rather than fixed settings. Depending on line size, conveyor motor power usually falls between 0.4 kW and 3 kW. The conveyor belt is made from PVC or rubber, chosen for wear resistance and long service life. A magnetic roller at the top section catches metal fragments before they reach the extruder.
 Rigid plastic conveying
Rigid plastic conveying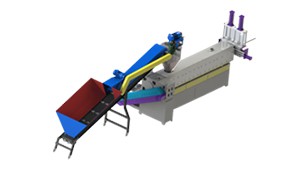 Flexible plastic conveying
Flexible plastic conveying
Volumetric Feeding
 Rigid material feeder
Rigid material feeder Flexible material feeder
Flexible material feeder
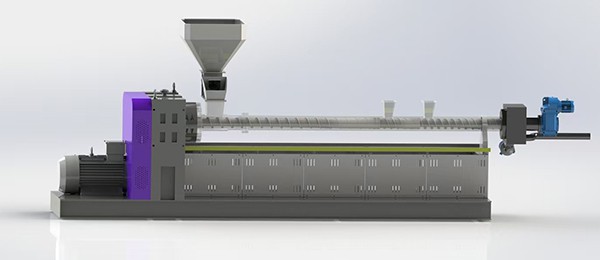
Single-Screw Extrusion
- Variable-frequency control is used so feeding speed adjusts with extrusion load, allowing a stable feeding speed that follow the actual output requirement.
- A photoelectric sensor monitors material flow and manages automatic feeding control.
- The barrel uses a longer L/D ratio. A single-stage extruder can be configured to run as a double-stage setup.
- The screw is made from high-strength 38CrMoAl alloy steel, heat-treated for long-term stability.
Filtration System

The self-cleaning melt filter operates while the extruder is running. Contaminants are removed automatically from the filter surface without interrupting the production. It reduces manual cleaning and maintenance work, and is suitable for recycling materials with higher levels of contamination.

This filter uses two screen plates that work alternately. When one screen is being changed, the other remains in operation, allowing filtration to continue without interruption. Heating elements are built into the unit to keep temperature consistent during screen changes. In double-stage single-screw lines, a piston-type screen changer can also be used as an alternative option.
Cooling & Pelletizing
After extrusion, the molten plastic strands pass through a cooling water trough, where they are solidified quickly. The cooled strands are then pulled forward and fed into the pelletizer. The rotating cutter in the pelletizer slices them into pellets of consistent length.
 Strand Pelletizer
Strand Pelletizer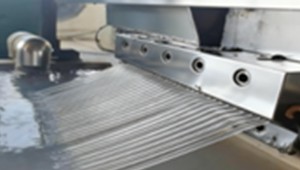 Strand Pelletizer
Strand Pelletizer
Screening
The vibrating screen is made from stainless steel to resist corrosion during long-term operation. As pellets pass through, screening, conveying, and cooling take place at the same time. Qualified pellets move forward, while oversized pieces and fine powder are separated out for consistent pellet sizes.
 Vibrating Screen
Vibrating Screen Vibrating Screen
Vibrating Screen
Packaging & Storage
Qualified pellets are collected, packaged, and moved into storage.